-
 专注于环境药剂研发生产一站式环境药剂解决方案提供商
专注于环境药剂研发生产一站式环境药剂解决方案提供商 -
-
24小时全程为您服务189-2542-8126
-

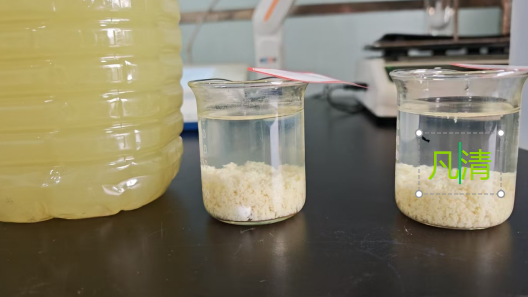
钣金加工过程中,切削、冲压、清洗工序会产生含油乳化废水,这类废水因油脂与水形成稳定乳化液,需通过破乳剂破坏乳化体系,实现油水分离。目前主流钣金废水破乳剂按成分可分为三类,适配不同乳化程度的废水处理需求。
这类破乳剂通过正电荷中和废水中乳化油滴的负电荷,破坏双电层稳定性,使油滴快速凝聚上浮。针对钣金切削液产生的高浓度乳化废水(含油量 500-2000mg/L),阳离子破乳剂投加量仅需 50-100ppm,即可实现 90% 以上的破乳率,且反应速度快(10-30 分钟),适合流水线式废水处理场景。
例如处理含多种切削液混合的废水时,非离子破乳剂能避免与其他药剂发生不良反应,破乳后浮油易收集,水相 COD 去除率可达 60%-70%,且对后续生化处理无抑制作用。
复配型破乳剂针对高难度钣金废水,破乳剂兼具电荷中和与界面破坏双重作用,适配含油、含重金属(如锌、铁离子)的复合钣金废水。某汽车钣金厂应用复配破乳剂后,不仅实现油水高效分离,还能同步去除废水中 30% 以上的重金属离子,出水可直接进入后续处理工艺,简化处理流程。
选择钣金废水破乳剂时,需先检测废水乳化类型、含油量及 pH 值(阳离子型适配 pH 6-9,非离子型适配 pH 4-11),优先通过小试确定投加量;同时关注破乳后的浮油稳定性与水相澄清度,确保满足后续生化或排放标准,兼顾处理效率与成本控制。



